
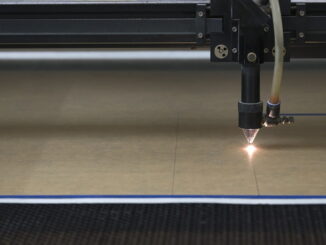
Für ein optimales Ergebnis beim Gravieren ist es sehr wichtig, die korrekten Parameter am Lasergravierer einzustellen. In diesem Artikel werden wir dich mit den Arbeitsparametern für das Lasergravieren und -schneiden vertraut machen. Wir können dabei natürlich nicht auf jedes einzelne Modell eines Lasergravierers eingehen, doch die verschiedenen Geräte ähneln sich in ihren Funktionen und Einstellmöglichkeiten sehr stark.
Entscheidende Parameter für das Lasergravieren und -schneiden
Laserleistung
Die Laserleistung steuert die Energiemenge des Laserstrahls. Sie kann als Prozentsatz zwischen 0 % und 100 % eingestellt werden. Beim Lasergravieren gilt: Je höher die Laserleistung, desto dunkler ist die Farbe der Gravur. Beim Laserschneiden kann ein Laser mit höherer Leistung tiefer schneiden, was jedoch auch zu stark verkohlten Kanten führt. Nur mit einer ausreichenden Laserleistung können wir ein klares Muster gravieren oder durch Materialien schneiden. Aber auch eine zu hohe Laserleistung kann Probleme verursachen. Es ist wichtig, den Parameter Laserleistung in einem angemessenen Bereich zu halten.
Arbeitsgeschwindigkeit / Verweilzeit
Die Arbeitsgeschwindigkeit bezieht sich auf die Bewegungsgeschwindigkeit des Laserwerkzeugkopfs während der Lasergravur und des Schneidens. Wenn die Laserleistung auf einen festen Wert eingestellt ist, gilt: Je schneller sich der Werkzeugkopf bewegt, desto kürzer ist die Verweildauer des Laserstrahls auf dem Werkstück und desto weniger Laserenergie wird vom Werkstück absorbiert. Daher gilt beim Lasergravieren, wenn die anderen Parameter unverändert bleiben: Je höher die Arbeitsgeschwindigkeit, desto heller die Gravurfarbe. Beim Laserschneiden gilt: Je höher die Arbeitsgeschwindigkeit, desto flacher die Laserschnitte und desto weniger verkohlt sind die Schnittkanten.
Die Verweilzeit bezieht sich auf die Zeit, die ein vom Werkzeugkopf emittierter Laserpunkt beim Lasergravieren und -schneiden auf dem Werkstück verbleibt. Bei der Lasergravur kannst du die Verweildauer einstellen. Sowohl die Arbeitsgeschwindigkeit als auch die Verweilzeit werden verwendet, um die Zeit zu steuern, die der Laser mit einer festgelegten Leistung auf dem Werkstück verbleibt, wodurch die vom Werkstück absorbierte Laserenergie gesteuert wird. Je kürzer die Verweilzeit ist, desto heller ist die Farbe der Gravur.
Sowohl die Laserleistung als auch die Arbeitsgeschwindigkeit (Verweilzeit) sind für die Wirkung der Lasergravur oder des Laserschneidens von entscheidender Bedeutung, da sie steuern, wie das Werkstück graviert und geschnitten wird.
Füllungsintervall
Bei der Lasergravur gibt es zwei Modi: Der eine ist der Liniengravurmodus, bei dem das Muster durch Gravurlinien gebildet wird, und der andere ist der Punktgravurmodus, bei dem das Muster durch Gravurpunkte gebildet wird. Das Füllintervall ist der Abstand zwischen Linien oder Punkten.
In der Betriebsart Liniengravur legt das Füllintervall den Abstand zwischen den Linien fest, aus denen das gravierte Muster besteht. Wenn das Füllintervall zu groß ist, wird das gravierte Muster hell oder sogar unterbrochen; wenn es zu klein ist, überlappen sich die Linien, wodurch das Muster zu dunkel oder unscharf wird. Im Modus „Punktgefüllte Gravur“, der dem gleichen Prinzip folgt wie der Modus „Liniengefüllte Gravur“, ist das Füllintervall der Abstand zwischen den Punkten, die das Gravurmuster bilden. Wenn das Füllintervall zu groß ist, wird das gravierte Muster hell und verliert möglicherweise einige Details; wenn es zu klein ist, überlappen sich die Punkte, wodurch die Farbe der Gravur zu dunkel wird und das Muster nicht mehr erkennbar ist.
Anzahl der Durchgänge
Die Anzahl der Durchgänge ist ein erforderlicher Parameter im Schneidemodus. Um durch ein dickes Werkstück zu schneiden, sind mehrere Schnitte auf einem festen Pfad erforderlich. Dieser Parameter bestimmt die Anzahl der Schneiddurchgänge auf einer festen Bahn.
Im Allgemeinen hat der vom Laserwerkzeugkopf emittierte Laserstrahl die Form eines umgekehrten Kegels, und der Brennpunkt hat die höchste Laserenergie und Schneidfähigkeit. Um sicherzustellen, dass der Brennpunkt jedes Schnitts auf das Werkstück fällt, senkt sich der Laserwerkzeugkopf jedes Mal, wenn die Anzahl der Durchgänge erhöht wird, um eine bestimmte Höhe ab, so dass der Laserbrennpunkt das Werkstück erreichen kann. Der Laserwerkzeugkopf darf jedoch nicht so weit abgesenkt werden, dass er zu nahe an der Werkstückoberfläche liegt. Andernfalls könnte der Werkzeugkopf gegen das Werkstück stoßen. Wenn der Laser tiefer schneidet, wird der Laserstrahl auf beiden Seiten durch das Werkstück blockiert, und die Laserenergie, die die Schneidposition erreicht, nimmt ab, bis sie das Werkstück nicht mehr durchschneiden kann. Daher kann die Anzahl der Durchgänge nicht unbegrenzt erhöht werden.

Hinterlasse jetzt einen Kommentar